











Send Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

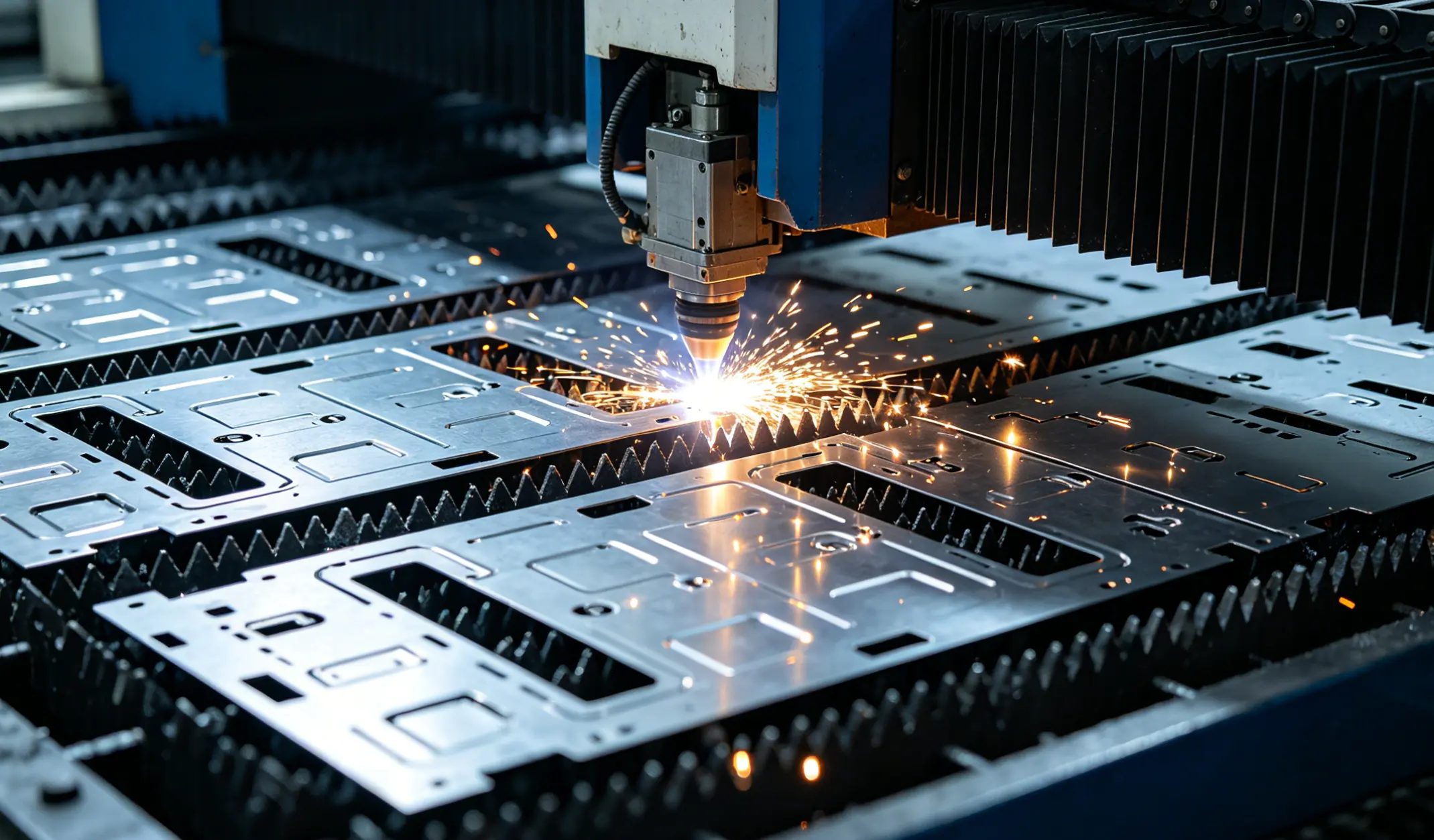
At its core, metal forming is a broad term encompassing a range of manufacturing processes that intentionally change the geometry of a metallic workpiece by subjecting it to mechanical stresses exceeding its yield strength, causing it to undergo plastic deformation. Unlike processes like machining, which remove material to achieve a desired shape, or casting, which involves molten metal solidifying in a mold, metal forming reshapes solid metal without adding or subtracting material (or with minimal material loss in some specific cases like trimming).
The key principle here is plastic deformation. When a metal is subjected to stress (force per unit area), it initially undergoes elastic deformation – it deforms but will return to its original shape once the stress is removed (like stretching a rubber band). However, if the stress increases beyond a certain point, known as the yield strength of the material, the metal enters the plastic deformation regime. In this state, the atomic bonds within the material are permanently rearranged, and the metal retains its new shape even after the applied force is removed.
Metal forming processes leverage this ability of metals to plastically deform. The forces applied can be tensile (pulling), compressive (squeezing), bending, shearing (sliding), or a combination thereof. These forces are typically delivered by specialized tools, dies, and machinery.
Beyond just shaping, metal forming can also significantly influence the material's mechanical properties. Processes like cold working (forming at or near room temperature) can increase the strength and hardness of the metal through a phenomenon called strain hardening or work hardening. Conversely, hot working (forming at elevated temperatures above the material's recrystallization point) can refine the grain structure, reduce porosity, and improve ductility, making the material easier to deform.
In essence, metal forming is a sophisticated art and science of coercing metal into desired configurations, optimizing both its shape and its inherent properties for a specific application.

Metal forming encompasses a variety of processes, each tailored to specific applications and material properties. Below, we explore the primary types of metal forming processes, categorized into bulk and sheet forming.
Bulk forming involves significant deformation of a workpiece, often changing its cross-sectional area or thickness. These processes are ideal for creating large, robust components.
● Forging: Forging uses compressive forces to shape metal, typically with a hammer or press. It can be done hot or cold, producing strong parts like crankshafts, gears, and tools. Open-die forging allows for custom shapes, while closed-die forging ensures precision for complex components.
● Rolling: Rolling passes metal through rollers to reduce thickness or shape it into sheets, plates, or bars. Hot rolling improves ductility, while cold rolling enhances surface finish and strength. This process is widely used for producing structural steel and aluminum sheets.
● Extrusion: Extrusion forces metal through a die to create long, continuous shapes like rods, tubes, or profiles. It’s commonly used for aluminum and copper components in construction and electronics.
● Drawing: Drawing pulls metal through a die to reduce its diameter or form thin-walled shapes like wires or tubes. Cold drawing improves surface quality and dimensional accuracy.
Sheet forming manipulates thin metal sheets into desired shapes, often for lightweight, intricate components.
● Bending: Bending applies force to deform a metal sheet along a straight axis, creating angles or curves. It’s used for brackets, enclosures, and structural components.
● Stamping: Stamping uses a press to cut or form metal sheets into precise shapes. It includes operations like punching, blanking, and embossing, commonly used in automotive and appliance manufacturing.
● Deep Drawing: Deep drawing stretches a metal sheet into a die to form hollow shapes like cans, pots, or automotive panels. It requires materials with high ductility to avoid tearing.
● Stretch Forming: Stretch forming stretches a metal sheet over a die while applying tension, ideal for curved aerospace components like wing skins.
● Hydroforming: Hydroforming uses high-pressure fluid to shape metal, often for complex, lightweight parts in automotive and aerospace applications.
● Spinning: Spinning rotates a metal disc against a mandrel to form axially symmetric shapes like cones or domes, used in lighting fixtures and cookware.
● Roll Forming: Roll forming progressively shapes a metal strip through a series of rollers, producing long profiles like metal roofing or window frames.
Each process offers unique advantages, depending on the material, shape, and production scale. Manufacturers select the appropriate method based on factors like cost, precision, and mechanical properties required.
The versatility of metal forming processes means they are fundamental to a vast array of industries. The ability to create strong, durable, and precisely shaped metal components efficiently makes metal forming indispensable.
● Automotive Industry: This is arguably one of the largest users of metal forming.
○ Applications: Car body panels (doors, hoods, fenders – typically sheet metal stamping and hydroforming), Chassis components (frame rails, cross-members – often hydroformed or roll-formed), engine parts (crankshafts, connecting rods – forged), exhaust systems (tube bending, hydroforming), wheels (flow forming, forging).
● Aerospace Industry: Demands high strength-to-weight ratios, precision, and reliability.
○ Applications: Fuselage sections and wing skins (stretch forming, sheet rolling), engine components (turbine blades, discs – forging, superplastic forming), structural ribs and spars (extrusion, forging), fasteners (cold heading).
● Construction Industry: Relies on strong and durable structural elements.
○ Applications: Structural beams (I-beams, H-beams, C-channels – hot rolling), pipes and tubes (rolling, extrusion, drawing), roofing and cladding (roll forming, bending), reinforcing bars (hot rolling).
● Consumer Goods and Appliances: Combines aesthetics with functionality.
○ Applications: Appliance casings (refrigerators, washing machines, ovens – stamping, bending), cookware (pots, pans – deep drawing, spinning), cutlery (stamping, forging), electronic device enclosures (stamping, extrusion).
● Industrial Machinery and Equipment: Requires robust and precise components.
○ Applications: Gears, shafts, levers (forging, cold forming), machine frames and housings (bending, welding of formed parts), pipes and fittings for process industries (extrusion, drawing, forging).
● Energy Sector: From power generation to transmission.
○ Applications: Turbine components (forging), pipelines for oil and gas (rolling and welding, extrusion), pressure vessels (plate bending and welding, forging), electrical conductors (wire drawing).
● Medical Devices: Requires biocompatibility, precision, and often miniaturization.
○ Applications: Surgical instruments (forging, stamping), orthopedic implants (hip, knee joints – forging, precision forming), dental implants (precision forming), hypodermic needles (tube drawing).
● Defense and Military: Needs components that can withstand extreme conditions.
○ Applications: Armored vehicle hulls (plate bending, welding), munition casings (deep drawing, extrusion), aircraft components (as in aerospace).
The specific choice of forming process depends on the part's geometry, material, required mechanical properties, production volume, and cost considerations.

Not all metals are equally suited for forming processes. The key property that determines a metal's suitability for forming is its ductility – the ability to undergo significant plastic deformation without fracturing. Malleability, the ability to be hammered or pressed out of shape without breaking or cracking, is also crucial, especially for processes like forging.
Other important material properties include:
● Yield Strength: Lower yield strength generally means less force is required for deformation.
● Tensile Strength: The maximum stress a material can withstand while being stretched or pulled before necking.
● Strain Hardening Exponent (n-value): A higher n-value indicates a material's ability to distribute strain more uniformly, which is beneficial in processes like deep drawing.
● Strain Rate Sensitivity (m-value): Important for processes carried out at high speeds or elevated temperatures.
Here are some common metals and alloys widely used in forming processes:
● Steels:
○ Low Carbon Steels (e.g., AISI 1008, 1010): Excellent formability, widely used for sheet metal applications like car bodies and appliances. Relatively low cost.
○ Medium and High Carbon Steels: Less formable than low carbon steels but offer higher strength. Often hot formed or require intermediate annealing if cold formed. Used for gears, shafts, tools.
○ Alloy Steels (e.g., Chromium, Molybdenum, Nickel alloys): Offer enhanced properties like strength, hardness, and toughness. Formability varies depending on the alloying elements and content. Used for high-stress applications.
○ Stainless Steels (e.g., 304, 316 Austenitic grades): Good corrosion resistance and good formability, though they tend to work harden more rapidly than carbon steels. Used for kitchenware, Medical Equipment, architectural applications.
● Aluminum and its Alloys:
○ Lightweight, good corrosion resistance, and excellent formability (especially pure aluminum and certain alloys like the 3xxx and 5xxx series).
○ Widely used in aerospace, automotive (for lightweighting), beverage cans, and construction.
○ Heat-treatable alloys (e.g., 6xxx, 7xxx series) offer higher strength but are generally less formable in the hardened condition.
● Copper and its Alloys (Brass, Bronze):
○ Excellent electrical and thermal conductivity, good corrosion resistance, and very good formability.
○ Copper: Used for electrical wiring (drawing), plumbing tubes, roofing.
○ Brass (Copper-Zinc): Good formability, used for cartridge casings, plumbing fittings, musical instruments.
○ Bronze (Copper-Tin/Aluminum): Good wear resistance, used for bearings, marine hardware.
● Titanium and its Alloys:
○ High strength-to-weight ratio, excellent corrosion resistance, and good high-temperature properties.
○ More difficult to form than steel or aluminum due to its tendency to gall and its high strength. Often requires hot or warm working.
○ Used in aerospace components, medical implants, high-performance sports equipment.
● Nickel and its Alloys (e.g., Inconel, Monel):
○ Excellent high-temperature strength and corrosion resistance.
○ Difficult to form, typically requiring hot working and specialized techniques.
○ Used in jet engines, chemical processing equipment, marine applications.
● Magnesium and its Alloys:
○ Very lightweight (lightest structural metal), but has limited ductility at room temperature due to its hexagonal close-packed (HCP) crystal structure.
○ Typically formed at elevated temperatures (warm or hot working) to improve formability.
○ Used in applications where extreme lightweighting is critical, such as automotive components and portable electronics casings.
The choice of material is a critical decision, balancing the desired end-use properties, formability characteristics, and overall cost.

Metal forming processes offer a multitude of advantages that make them a preferred manufacturing route for many applications:
1. Improved Mechanical Properties:
Many forming processes, especially cold working, lead to strain hardening (work hardening). This phenomenon increases the yield strength, tensile strength, and hardness of the material. Hot working processes can refine the grain structure, eliminate porosity, and improve toughness and ductility. The flow lines of the material can also be oriented to follow the part contour, enhancing strength in critical directions.
2. High Material Utilization (Reduced Waste):
Metal forming is a net-shape or near-net-shape manufacturing process. This means the final part is produced with very little or no material removal, unlike subtractive processes like machining. This leads to significant material savings, reduced scrap, and lower overall material costs, especially for high-volume production.
3. High Production Rates and Cost-Effectiveness:
Many forming operations, such as stamping, rolling, and cold heading, are highly automated and can achieve very high production rates. For large quantities, the per-unit cost can be very low, making these processes extremely cost-effective for mass production.
4. Versatility in Shapes and Sizes:
Metal forming techniques can produce a wide variety of shapes, from simple flat sheets and wires to complex three-dimensional components. Processes like forging can create large, robust parts, while fine blanking and micro-forming can produce intricate, small components.
5. Good Dimensional Accuracy and Surface Finish:
Cold forming processes, in particular, can produce parts with excellent dimensional accuracy, tight tolerances, and smooth surface finishes. This often reduces or eliminates the need for secondary finishing operations like machining or grinding.
6. Enhanced Strength-to-Weight Ratio:
Forming allows for the creation of complex geometries that can be optimized for strength while minimizing material usage. This is particularly evident in hydroformed components, which can replace multiple assembled parts with a single, stronger, and lighter formed component.
7. Grain Structure Control:
Controlled deformation during forming can lead to favorable grain flow, aligning the grain structure with the direction of principal stresses the part will experience in service. This anisotropic characteristic can significantly enhance the part's performance and fatigue life.
8. Creation of Seamless Parts:
Processes like extrusion and tube drawing can produce long, seamless sections, which are often stronger and more reliable than comparable parts made by joining (e.g., welding).
These benefits collectively contribute to the production of high-quality, durable, and economically viable metal components for diverse applications.
Despite its numerous advantages, metal forming also has certain limitations and challenges that need to be considered:
1. High Initial Tooling and Equipment Costs:
The dies, punches, rolls, and presses required for many metal forming operations can be very expensive to design, manufacture, and maintain. This high upfront investment means that forming is often most economical for high production volumes where the tooling cost can be amortized over many parts. For small batches or prototypes, other methods might be more cost-effective.
2. Limitations on Part Complexity:
While versatile, certain highly intricate geometries or features (e.g., very sharp internal corners, undercuts in single-operation processes) can be difficult or impossible to achieve through forming alone. Processes like casting or additive manufacturing might offer more design freedom for such complexities.
3. Material Limitations and Formability Issues:
Not all metals are easily formable. Brittle materials or those with low ductility may fracture during forming. Some high-strength alloys require very high forces or elevated temperatures to deform, adding complexity and cost.
4. Potential for Defects:
Various defects can occur during metal forming if process parameters are not carefully controlled. These include:
a. Wrinkling: Common in deep drawing or bending of thin sheets.
b. Tearing/Fracturing: Occurs if the material's ductility limit is exceeded.
c. Springback: The elastic recovery of the material after the forming load is removed, leading to dimensional inaccuracies, especially in bending.
d. Residual Stresses: Can remain in the part after forming, potentially affecting its performance, dimensional stability, or susceptibility to stress corrosion cracking.
e. Surface Defects: Scratches, die marks, or (in hot working) scale.
5. Significant Forces and Energy Consumption:
Deforming metal, especially in bulk forming or when working with high-strength materials, requires substantial forces, necessitating large, powerful machinery. Hot working processes also consume significant energy for heating furnaces.
6. Secondary Operations May Be Required:
While forming aims for net-shape or near-net-shape, some parts may still require secondary operations such as trimming (to remove excess material like flash in forging or the flange in deep drawing), machining (for critical tolerances or features), heat treatment (to relieve stresses or modify properties), or surface finishing.
7. Process Control Complexity:
Achieving consistent quality requires precise control over numerous variables, including material properties, tool design, lubrication, temperature (for hot/warm working), strain rate, and equipment settings. This often necessitates sophisticated process monitoring and control systems, as well as skilled personnel.
8. Strain Hardening Limits (for Cold Working):
While strain hardening increases strength, it also reduces ductility. For extensive deformation in cold working, intermediate annealing steps may be necessary to restore ductility, adding to the process time and cost.
Metal forming is a dynamic and essential manufacturing process that shapes the modern world. From automotive parts to aerospace components, its ability to create strong, precise, and efficient products has cemented its role in industry. By understanding the types of metal forming processes, their applications, suitable materials, benefits, and limitations, manufacturers and engineers can make informed decisions to optimize production.
This guide has explored the fundamentals of metal forming, answering key questions to provide a comprehensive overview. Whether you’re a professional seeking to refine your processes or a newcomer curious about manufacturing, metal forming’s versatility and efficiency make it a fascinating and impactful field. As technology advances, innovations in metal forming will continue to drive progress, enabling stronger, lighter, and more sustainable products for the future.
Learn how Design for Manufacturing (DFM) reduces production costs, improves quality, and optimizes sheet metal fabrication, laser cutting tolerances, and CNC machining.
Learn everything about CNC machining tolerances, including standard tolerance ranges, ISO standards, GD&T, cost factors, and how precision CNC machining improves quality.
Learn how to choose the best CNC machining materials for your project. Compare aluminum CNC machining, stainless steel CNC machining, plastics, titanium, and more to improve performance, cost, and manufacturability.
Discover hybrid manufacturing with CNC machining, CNC fabrication, and sheet metal processing for faster prototyping, precision, and scalable production.
Email to this supplier
Author:
Ms. CTT TECHNOLOGY (UK) LIMITED
E-mail:
Phone/WhatsApp:

Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.