











Send Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

As precision flexible intelligent manufacturing technology extends to various high-end manufacturing sub-sectors, core equipment solutions for life sciences have emerged as a highly promising extension. This sector focuses on core equipment in biopharmaceutical production processes, particularly the crucial raw material production stage, and has built a systematic service system covering the entire equipment lifecycle.
Specifically, the core equipment solutions market for life sciences primarily revolves around core equipment in the biopharmaceutical raw material production process. This includes core products such as bioreactors, chromatography systems, pharmaceutical mixing equipment, ultrafiltration purification equipment, and related auxiliary equipment. Unlike simple equipment sales, its core value lies in providing a complete service chain through end-to-end systematic solutions. This chain encompasses everything from overall machine design and development, production line and process matching, and machine integration, to testing and verification, installation and commissioning, and long-term operation and maintenance. Ultimately, this optimizes production processes, ensures optimal equipment performance, and precisely meets customers' personalized customization needs.

In the entire biopharmaceutical production process, raw material production is considered the "core lifeline." The equipment technology in this stage represents the highest level of the entire production chain, typically accounting for 50%-60% of the total equipment investment and directly determining the core competitiveness of biopharmaceutical products. Various core equipment functions and works collaboratively to form a complete raw material production system: Bioreactors, acting as "cell culture bases," provide suitable temperature, humidity, and nutrient environments for cell growth, serving as the core carrier for obtaining the target biological product; chromatography systems perform "precise separation," efficiently separating target molecules from complex biological mixtures to ensure product purity; drug solution stirring equipment ensures uniform distribution of components in the solution through precise and uniform stirring, promoting full contact and reaction of reactants while maintaining the homogeneity and stability of the drug solution, avoiding product quality issues caused by uneven mixing; ultrafiltration purification equipment is responsible for "fine purification," removing impurities from raw materials through advanced physical and chemical methods to extract high-purity target products, laying a quality foundation for subsequent production stages.
It's clear that these core equipment pieces don't exist in isolation; rather, they require systematic design, integration, and debugging to form a collaborative and efficient production system. This is precisely the core value of life science core equipment solutions—breaking the limitations of single devices and maximizing the effectiveness of core equipment through end-to-end services, helping biopharmaceutical companies achieve efficient, precise, and stable production.
The core value of life science core equipment solutions goes far beyond simple core equipment sales. Its core lies in "systematic integration + full-cycle service + personalized adaptation," providing comprehensive production support for biopharmaceutical companies, specifically in three aspects:
From the perspective of pharmaceutical manufacturing practices, life science core equipment solutions, through optimized overall design, core equipment system integration, and customized services, efficiently combine various key production equipment to achieve comprehensive optimization of the production process. This not only improves production efficiency and shortens production cycles but also effectively enhances the stability and consistency of product quality, reducing losses and risks during production. For biopharmaceutical companies, product quality is directly related to their survival and development, and the performance and operational stability of core equipment are the core prerequisites for ensuring product quality. High-quality solutions can help companies avoid process loopholes and equipment failures during production, ensuring that the entire production process meets industry standards and achieves safe production.

From an industry development perspective, the development of life science core equipment solutions directly promotes process and industrial upgrading in the biopharmaceutical industry. In the context of increasingly fierce industry competition, pharmaceutical companies are constantly raising their requirements for production efficiency, product quality, and cost control. Simple equipment supply can no longer meet the diversified and personalized needs of companies. End-to-end solutions can accurately match the production scale, process characteristics, and development needs of companies, providing customized overall solutions to help companies optimize production models and enhance their core competitiveness. Meanwhile, the technological innovation and iteration of solutions have also driven the technological upgrading of core equipment, promoting the overall progress of the life science equipment industry and laying a solid equipment foundation for the high-quality development of the biopharmaceutical industry.
Furthermore, from the perspective of the integration of scientific research and industry, core life science equipment solutions also provide strong technical support for laboratory research, helping research institutions accelerate the research and development and transformation of biopharmaceutical-related technologies, and promoting more breakthrough drugs from the laboratory to the market, thus providing a guarantee for the development of human health. Whether it is cell culture and protein separation in basic biological research, or process optimization and small-scale production in drug development, all rely on high-quality core equipment solutions as support, and their development directly promotes the improvement of life science research level and the industrialization of research results.
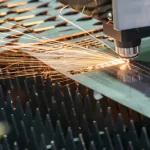
Discover how laser cutting technology helps automotive manufacturers reduce hot forming costs while achieving superior laser cutting accuracy and meeting laser cutting tolerance standards. Learn how precision sheet metal fabrication improves quality, productivity, and profitability.
Discover how CNC tube bending services improve precision sheet metal processing for automotive, medical, aerospace, and industrial applications. Learn the advantages of CNC bending, CNC sheet metal bending, materials, manufacturing processes, and how custom fabrication ensures superior quality and cost efficiency.
Discover high-precision medical device component solutions with advanced medical CNC machining and medical device machining for reliable, compliant manufacturing.
Discover how automation equipment enclosures improve safety, durability, and performance in industrial automation. Learn materials, design, and custom sheet metal fabrication solutions.
Email to this supplier
Author:
Ms. CTT TECHNOLOGY (UK) LIMITED
E-mail:
Phone/WhatsApp:

Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.